В разделе "Статьи" находится подборка статей по гидро- пневмо- приводам.
Свежие новости, статьи, а также уведомления о поступлении новых материалов доступны подписчикам регулярной рассылки.
Подписаться на рассылку (по электронной почте) можно в разделе "Рассылка".
Часто, особенно в Российской действительности, приходится сталкиваться с небрежным и неграмотным обращением с техникой и, в частности, с гидравлическими компонентами.
Можно сгруппировать наиболее распростараненные и недопустимые случаи неквалифицированного обращеения с гидравличесими системами в отдельные группы. Ниже приведена первая группа из 10 типичных случаев. Более длинный перечень будет приведен позднее. Уверенны ли Вы, что гидравлик Вашего предприятия или подрядной организации не допускает таких ошибок?
1. Неверно признавать какой-либо гидравличесский аппарат неисправным без проведения проверки или тестирования.
Если это допускается на ремонтном или производственном предприятии, то, создав соответсвующую инструкцию для персонала, обслуживающего гидравлику, можно сэкономить немало средств.
2. Недопустимо проводить какие либо работы на гидросистеме не убедившись, что все гидроаккумуляторы полностью разряжены (если таковые имеются). Это кажется само собой разумеющимся, но достаточно часто не соблюдается, особенно персоналом, далеким от гидравлики. Это аналогично тому, если попытаться разобрать привод пневматического тормоза (например в тормозной системе грузовиков) с энергоаккумулятором, не учитывая потенциальную энергию сжатой пружины. Хоть этой энергии и не видно, но необходимо помнить об этом и принимать соответствующие меры предосторожности.
3. Не допускается измерять уплотнительные элементы в целях подбора замены при ремонте (необходимо измерять канавки под них). Это может показаться достаточно безвредным в первом приближении, однако в итоге могут быть установлены уплотнения неверного типоразмера, в результате- повышенное трение и износ, либо – увеличенные перетечки (например, в гидроцилиндре).
4. Достаточно частая ошибка при проектировании – полагать что гидрозамки (управляемые обратные клапаны) являются клапанами управления движением, а балансирующие запорные клапаны считать клапанами удержания нагрузки.
5. Перегиб и закручивание рукавов высокого давления (РВД) в положении, когда они оказываются натянутыми.
6. Внесение изменений в гидросистему или электросистему оборудования, но не отобрахение этих изменений в схемах и документации. После этого нет ничего хуже, чем пытаться устранить неисправность в такой системе, где реальная компановка отличается от показанной в документации. А в случае с электросхемой, когда она не соответствует документаци, вероятность вывести из строя электрику и электронику в электрогидравлической системе при устранении неполадок становится очень велика.
7. Замена элементов гиидропривода, которые отказали в результате загрянения системы, без последующей промывки бака и всей системы. Каждый, кто профессионально занимается ремонтом гидравлики, наверняка знают, что такое отношение вызывает в последующем большие неприятности.
8. Еще одно недопустимое действие, которое является отличительной чертой непрофессиональных сборщиков и ремонтников – использование силиконовых герметиков при установке прокладок гидробаков и уплотнительных колец.
9. Ошибочно считать, что какой-либо фильтроэлемент подходит для установки в конткретный фильтр только потому, что он встает по размерам. Это еще одна ошибка, которую может допустить неосведомленный персонал, и которая может привести к серьезным последствиям (и их дорогостоящему устранению).
10. И еще одно заблуждение. Люди, которые работают с гидравдикой и около нее много лет,
которые «знают об этом всё», тем не менее делают одни и теже ошибки снова и снова не находя времени,
чтобы разобраться и понять как действительно работает гидравлика. Если дело касается гидравлики,
то врядли можно на 100% утверждать, что вы «знаете об этом всё». В этой, как и во многих других областях,
всегда есть чему уще поучиться, узнать новое, а также перейти на более глубокий уровень понимания и знания.
[ ГП ]
Многопоточные трансмиссии в СДМ
Системы приводов транспортных средств используют технологии, наиболее подходящие для
конкретного применеия. На скоростных автомобилях типично используют механические или гидродинамические
автоматические трансмиссии.
На транспортных средствах, применяемых вне скоростных дорог чаще используют гидростатические (гидравлические)
трансмисси, поскольку они компактны, позволяют иметь большую гибкость при проектировании и управлении, имеют большой
диапазон регулирования по скорости и по моменту.
Механические и электромеханические приводы используются также на внедорожной технике, и гибридные
технологии (гибридные приводы) могут быть использованы для решения конкреттных задач.
Однако редко можно встретить транспортное средство одновременно с двумя трансмиссиями.
В таком случае машина имеет систему, автоматически переключающуюся между гидростатической трансмиссией
и механической трансмиссией.
Механическая трансмиссия обеспечивает лучшую топливную экономичность на дороге при скорости более 28 км / час. А гидравлический привод обеспечивает высокий крутящий момент и позволяет точно управлять гидростатической передачей на скоростях менее 28 км / час. Переход между двумя трансмиссиями осуществляется с помощью электромеханической муфты. Переход происходит плавно поскольку он осуществляется в момент, когда насос и передача вращаются с одной скоростью, и двигатель работает на 2000 об / мин. Это соответствует примерно 28 км / час. При том как в высокоскоростном режиме, транспортное средство может достигать максимальной скорости 40 км / ч при работающем двигателе при 3000 об / мин.
Электронное управление машины осуществляет контроль двигателя и скорости вращения колес, чтобы обеспечить плавное переключение.
Оно также контролирует переключение сцепления и работу гидростатического насоса и колесных гидромоторов.
Если поступает электро сигнал о включении сцепления, то также сигнал поступает на насос для выведения его на нулевую подачу. Если в высокоскоростном режиме частота вращения двигателя падает ниже 2000 об / мин, то контроллер подаст сигнал на отключение сцепления и введение в работу гидравлической системы.
Предварительные результаты испытаний свидетельствуют о том, что такой тип трансмиссии может снизить расход топлива на целых 20%. Она также работает тише, чем традиционные аналоги, и производит меньше выбросов. Кроме того, срок лужбы гидравлических компонентов увеличивается, поскольку они не используются в момент работы машины в высокоскоростном режиме. Также, полностью автоматическая работа облегчает обучение оператора и последующую эксплуатацию.
Гидростатический привод включает регулируемый аксиально-поршневой насос рабочим объемом 56 см3. Насос подает рабочую жидкость на два аксиально-поршневых мотора рабочим объемом 112 см3. Такая схема обеспечивает широкий диапазон скорости и крутящего момента, потому что рабочий объем насоса может варьироваться от минимального до максимального, а рабочий объем мотора соответственно регулируется от максимального до минимального. Т.о. реализуется типичная схема объемной гидропередачи. Например, если машина на холостом ходу, то рабочие объемы моторов и насоса равны нулю. Когда оператор нажимает на педаль акселератора, рабочий объем мотора увеличивается до максимума, а насоса - остается минимальным. Это дает низкую скорость и высокий крутящий момент для трогания машины с места. Когда оператор отпускает акселератор рабочий объем насоса увеличивается, а моторов- умешьшается, в результате чего скорость машины для увеличивается.
Описываемый привод состоит из двух трансмиссий, каждая приводится от двигателя: коробка передач и насос. В нормальном положении, сцепление передает мощность от двигателя к гидронасу. Когда скорость машины достигает 28 км / ч, сцепление отключает насос и подключает коробку передач.
С насосом на максимальном рабочем объеме и моторах на рабочем объеме близком к минимальному, машина может достичь скоорость 28 км / час. Чтобы двигаться быстрее, контроллер автоматически переключает привод машины на механическую трансмиссию. Контроллер снижает число оборотов двигателя до 2000 об / мин, переключает сцепление на привод коробки передач и уменьшает раб. объем насоса и моторов до нуля.
Путем постоянного контролирования скорости, контроллер синхронизирует все процессы, чтобы обеспечить быстрое и четкое переключение. После того как машина переходит в скоростной режим, она может достичь 40 км / ч за счет увеличения числа оборотов двигателя до 3000 об. / мин.
Гидросистема также позволяет подключатьы различное навесное оборудование. Например, щетку, плуг, отвал и проч., для этого используется вспомогательный насос, работающий по открытому контуру циркуляции рабочей жидкости.
[ ГП ]
Защита гидроцилиндра
О штоковых уплотнениях
Можно сказать, что уплотнения штока гидроцилиндра выполняют одну из самых сложных работ в гидросистеме. Они являются одними из наиболее дешевых компонентов в гидравлической системе, но при этом они должны держать масло в цилиндре, работая в широком диапазоне температур и давлений, с большим количеством ударов и забросов давления, а также предотвращать попадание загрязнеий.
Они не стоят дорого, но когда хотя бы одно из уплотнений выходит из строя, то это не может остаться незамеченным, т.к. утечка масла видна сразу. А вот замена уплотнения может оказаться весьма дорогостоящим мероприятием, как из-за стоимости самих работ, так и из-за простоя оборудования.
Как известно, основная причина преждевременного выхода из строя уплотнений- это загрязненияения. Масляная пленка на штоке смазывает уплотнения, чтобы они могли отработать максимальный срок службы. Но таже масляная пленка собирает грязь. Когда шток втягивается, эта грязь внедряется в уплотнение и, вероятно, причиняет незначительный ущерб. Но когда этот процесс повторяется снова и снова, то, в конечном счете, это приводит к преждевременному износу уплотнения и штока и появлению утечки. И чем больше абразивных веществ попадает на шток, тем более быстро происходит износ. Кроме того, часть загрязнений может проити внутрь гидроцилиндра и распространиться по всей гидравлической системе, что нанесет еще больший ущерб (преждевременный износ рабочей группы насосов, золотников, клапанов и т.д.).
Таким образом, в наших же интересах, максимально обеспечить сохранность и нормальную работу уплотнений. Этому может служить попытка защитить шток от попадания абразивных частиц. Но этого нелегко или даже невозможно достичь, когда цилиндр должен работать в зонах, которые постоянно подвергаются воздействию пыли, грязи и других абразивных частиц. Даже на стадии проектирования не всегда удается разместить гидроцилиндры на оборудовании в закрытой от загрязнений зоне, и в этом случае не остается ничего другого как попытаться защитить сам шток от пападания на него абразива. Как известно, это может быть сделано путем экранирования штока от окружающей среды специальным чехлом (наподобии кузнечных мех).
Специально разработанные защитные чехлы для штоков гидроцилиндров могут применяться в станках, на мобильном оборудовании, а также в других механизмах для сокращения или ликвидации преждевременного износа уплотнений и штока. Не стоит пренебрегать этим простым средством, а заранее заложить его в спецификацию при проектировании машины. Изготовленные из ткани с покрытием, защитные чехлы для штоков гидроцилиндров обеспечивают наработку в 1 млн. циклов и более в диапазоне температур от -35 до 180 град. С. А чехлы, выполненные из более совершенных синтетических материалов и имеющие усовершенствованную конфигурацию, могут быть применены для работы практически на любом оборудовании и в любых условиях.
[ ГП ]
Антикоррозионное покрытие
Сообщается о новых разработках западных компаний в области лазерных технологий для покрытия прецизионных поверхностей, которые позволяют получить качественную износостойкую и короззионно стойкую поверхность, в том числе, в элементах гидропривода.
Такие лазерные технологии нанесения покрытия представляют собой значительный прорыв, и являются весьма востребованными особенно на морских добывающих платформах в нефтяной и газовой промышленности. Технология позволит использовать новые решения в ключевых отраслях, такой как гидравлический привод практически везде, где штоки гидроцилиндров подвергаются воздействию агрессивных сред и естественной коррозии.
Штоки для гидроцилиндров с новым типом покрытия были протестированы в специальной лаборатории в Норвегии на предмет оценки физических, механических и электрохимических свойств с целью выявления преимуществ нового покрытия.
Метод лазерного нанесения покрытия был разработан специально для продления срока службы штоков гидроцилиндров, используемых в гидравлических системах морских платформ. Многие материалы и процессы были исследованы, и результатом этой многолетней программы стало создание новой лазерной технологии.
После многократных проработок, новый коррозионно-стойкий материал получил улучшенную однородность за счет новой технологии лазерной обработки.
Благодаря этому материалу появилась возможность комбинировать прочночтные свойства традиционных марок сталей с коррозионной стойкостью присущей ранее исключительно коррозионно-стойким сплавам.
[ ГП ]
Рабочая жидкость - масло
Гидравлическое оборудование сегодня работает в тяжелых условиях и чрезвычайно нагруженных циклах. Тяжело нагруженные гидравлические системы, работающие на промышленных предприятиях и на мобильной технике и оборудовании, переносят одни из самых тяжелых условий эксплуатации. Им приходится работать на повышенных давлениях и более высоких скоростях.
Кроме того, тенденция к применению гидравлических баков меньших объемов оказывает большую нагрузку на оборудование, увеличивая рабочую температуру в гидравлических системах.
Гидравлические системы с маслобаками небольшой вместимости не дают воздуху и теплу уходить столь легко как при больших гидробаках, вода не может отделяться также эффективно, и загрязняющие вещества могут накапливаться быстрее. Скорость окисления увеличивается, равно как и риск вредоносного накопления осадка. Даже при наличии хорошей системы фильтрации, чрезмерное количество осадка может вывести из строя фильтры, ускорить износ оборудования, а также повредить гидравлический насос. Кроме того, осадок создает высокую вероятность образования смолитсых веществ, которые создают твердые отложения внутри гидрокомпонентов - особенно, это может проявляться в сочетании с высокой температурой масла. Когда система выходит на тяжело нагруженный режим, масла могут распадаться быстрее, создается риск общего отказа системы с последующим дорогостоящим простоем оборудования.
К выбору типа и рабочим условиям гидравлических рабочих жидкостей (РЖ) не всегда относятся с должным вниманием. Необходимо рассматривать РЖ ключевым элементом в системе, влияющим на производительность, надежность и долговечность. Только правильный выбор РЖ и соблюдение условий эксплуатации позволяет бороться с накоплением осадка и загрязнеий, и максимально увеличить срок службы гидравлических компонентов. Высококлассные гидравлические жидкости, предназначены для повышения производительности оборудования, а значит, для экномии средств. Так как же выбрать нужное?
Начало с базового масла без примесей является хорошим первым шагом. Проверка чистоты базового масла дает представление о его сильных сторонах - стойкость к окислению и длительный срок службы. Чистого базового масла, тем больше, чем больше оно сохраняет свойства свежего масла и тем дольше оно сможет отработать.
Тесты на окисление –это еще один способ, который может быть использован для определения высокоэффективных гидравлических жидкостей. Не все гидравлические жидкости одинаковы. При выборе гидравлической жидкости, посмотрите на тесты, которые показывают способность гидравлической жидкости сопротивляться образованию осадка, даже после длительных часов работы. Чем дольше срок службы жидкости, тем меньше выходов из строя, меньше простоев, и выше операционная эффективность оборудования. Как результат, хорошее гидравлическое масло может сэкономить не только время, но и деньги.
Пимером такого масла может служить импортная рабочая жидкость Hydrolex UVT 58. Испытания показали, что в Hydrolex UVT 58 значительно меньше осадков, чем в других гидравлических маслах, причем это масло подверглось даже более продолжительному тестированию. По стандартному европейскому тесту на окисление применяются условия: - 99,5% кислорода, 20% воды, температура 95 гр. С. Медь и сталь служили катализаторами для ускорения процесса окисления, чтобы определить скорость накопления кислот в различных гидравлических жидкостях. После этого жесткого испытания жидкости были отфильтрованы, и были изучены образцы осадка.
В другом стандартном тесте на окисление данная РЖ выступила против целого ряда импортных масел других марок. Испытуемая РЖ дала осадок 200 мг, сформировавшийся после 2000 часов тестирования, в то время как другие жидкости дали осадок от 500 до более чем 1500 мг в тех же условиях.
Результаты этого испытания отражают итоги первого теста, описанного ранее. После этого теста, были взвешены осадки образцов. И снова, испытуемая РЖ продемонстрировала значительно меньше осадков, чем в других маслах.
С гидравлической жидкостью, вы получите то, за что вы платите. Осадок может быть невероятно опасным для гидравлических компонентов, а использование высокоэффективных гидравлической жидкостей с высокой стойкостью к окислению уменьшает вероятность накопления осадка. Это приводит к увеличению срока службы масла, в результате чего становится меньше отказов, снижается износ оборудования, снижаются эксплуатационные расходы. Смысл заключается в экономии времени и денег.
[ ГП ]
Математическое моделирование
Сторонний наблюдатель может подумать, что математическое моделирование это также сложно, как строительство атомной подводной лодки. Но это не так. Математическая модель – это просто уравнения или системы уравнений, которые определяют физические отношения между переменными и параметрами. Например, всем известное уравнение, выражающее силу через давление и площадь, F = P*S, является математической моделью, поясняющей, как сила, давление и площать взаимосвязанны между собой.
В этой математической модели, сила и давление являются переменными, в то время как площадь является константой. Мы часто обращаемся к этому соотношению. Оно позволяет нам увидеть последствия изменения какой-либо переменной или константы до того как это будет воплощено «в железе». Даже эта простая модель имеет очень большую ценность.
Математическое моделирование иногда может испугать, потому что часто становится довольно сложным. Чтобы применить закон Паскаля в реальных условиях, мы можем учитывать трение, сжимаемость жидкости, потери давления в компонентах, забросы давления, сложные механические нагрузки содержащие параметры массы, инерции, прогибы элементов, а также даже некоторые параметры электронного управления.
Действительно, схема может быть сложной, и необходимо знать физику всех элементов и их взаимодейсвтия. Расходы, давления и усилия складываются в сложные системы, но в конце концов, сложные модели это не более, чем много сравнительно простых отдельных элементов, которые определяют параметры компонентов гидросистемы.
Когда все компоненты соединены вместе, результатом является динамическая модель системы. Динамическая означает, что мы можем определить, сколько времени требуется для перемещения, и какие скорости меняются с течением времени - например, после того, как оператор переключил распределитель. Моделирование будет отслеживать изменение давления, расхода, скорости и крутящего момента и положение рабочих органов в каждую миллисекунду.
Например, необходимо определить, сможет ли фронтальный погрузчик предполагаемой конструкции преодолеть номинальную нагрузку, погрузить груз в грузовик, выехать за требуемое время из гравия и развернуться на 180 градусов для повторения опеации. Или сможет ли оператор остановить машину и ждать, пока очищаются борта самосвала. Мы сможем определить, имеет ли машина достаточно мощности для одновременной работы рабочих органов и трансмиссии.
Кроме того - это еще и вопрос повышения производительности, который можно решить с помощью динамической модели системы с использованием математического моделирования. Проще говоря, мы можем ответить на очень сложные вопросы перед покупкой или изготовлением даже одного элемента оборудования. Почти наверняка после иследования модель потребует изменений. И это окажется гораздо менее дорогостоящим, узнать о недостаточной производительности машины или оборудования и заранее внести коррективы, чем делать это, когда машина уже выполнена «в металле».
[ ГП ]
Обработка отверстий под картриджные клапаны
Последнее поколение технологии финишной обработки посадочных отверстий играет жизненно важную роль для повышения эффективности гидравлических компонентов, предоставляя производителям уникальную возможность точного выполнения размеров и чистовой обработки отверстий под картриджные клапаны. Новая технология обработки, известная как прецизионная машинная обработка отверстий или Мульти-тактное хонингование, позволяет контролировать размер отверстия с точностью до четверти микрона, исправлять геометрические неточности отверстия и получать специальную чистовую поверхность с целью улучшения условий смазывания и уплотнения при работе встариваемых клапанов.
Что это означает с точки зрения производительности картриджного клапана? Мульти-тактное хонингование доводит отверстие под клапан и начисто растачивает его. Это позволяет жестко соблюдать размеры рабочего зазора между отверстием и сопрягаемыми деталями, обеспечивая минимальные перетечки между рабочими полостями. Точное соотвествие размеров и геометрии отверстия помогает снизить гистерезис клапана и увеличить максимальное рабочее давление, а также повысить эффективности системы в целом. Кроме того, Мульти-тактное хонингование создает чистовую поверхность с высокой износостойкостью, что увеличивает срок службы клапана. Удаление с помощью Мульти-тактного хонингования мелких задиров дает возможность улучшить равномерность смазочного слоя между движумися частями, что в свою очередь, позволяет обеспечить постоянство рабочих параметров клапана, особенно в неблагоприятных условиях эксплуатации.
Мульти-тактное хонингование - это процесс обработки абразивным инструментом с расширяющимися абразивными элементами, вращающимся в цилиндрической расточке, с одновременным совершением инструментом возвратно-поступательных движений. Инструмент может перемещаться по всей длине расточки, позволяя исправлять геометрические неточности формы отверстия. Такая обработка дает малый нагрев и небольшие напряжения в материале заготовки, так что целостность поверхности не нарушается, и поверхность может быть доведена до требуемого уровня шероховатости.
Это может показаться противоречивым, но повышение производительности при обработке посадочного отверстия фактически снижает стоимость изготовления всего клапана и позволяет давать на изделие увеличенный гарантийный срок. И вот почему.
Любой производитель клапанов может приобрести базовые компоненты, изготовленные на сверлильных и протяжных станках у первоклассных поставщиков, и большинство отверстий будут иметь достаточно жесткие допуски. Однако допуски для этих изделий редко отвечают требованиям для картриджных клапанов. Допуск на отверстие в 50 мкм считается наиболее приемлемым большинством производителей, при этом мульти-тактное хонингование позволяет иметь допуск менее 0,0013 мкм.
Чистовая обработка должна быть выполнена с большой точностью и полученные допуски и шероховатости должны оставаться постоянными. Например, токарный станок может дать только определенные значения допуска, но даже небольшой сбой в его настройке может привести к отклонению от требуемого допуска. А инструментом, имеющим компьютерное управление, можно легко достичь точности до 0,001 мкм.
Контролирование размеров не является единственной проблемой. Обычное хонингование позволяют получить финишную поверхность, но оставляет за собой бороздки на поверхности отверстия. Альтернативные виды обработки, такие как развертка и однозаходное хонингование не позволяют достичь такой же чистоты, как при мульти-тактном хонинговании.
После мульти-тактной обработки также остаются небольшие борозки, которые визуально можно представить как две оппозитные винтовые канавки, оставляемые на пооверхности отверстия. Эта же технология используется в автомобильной промышленности при расточке цилиндровых отверстий двигателей, особенно в их спортивных модификациях.
Вид бороздок может контролироваться и изменяться с целью получения опреденного угла и глубины, чтобы обеспечить требуемое распределение маслянной пленки на поверхности отверстия. Такие винтовые бороздки на поверхности отверстия обеспечивают прохождение масла по всей длине отверстия для смазки сопрягаемых деталей.
[ ГП ]
Покрытие гидробаков последнего поколения
Алюминиево-стальные гидробаки. Современные способы покрытий
Один из крупнейших западных производителей топливных и гидравлических баков и резервуаров сообщает о новой технологии изготовления баков емкостью свыше 400 литров. Такие баки производятся из следущих материалов: сталь, нержавеющая сталь, алюминий, а также «алюминизированная сталь». Последняя представляет наибольший интерес. Данная компания стала первопроходцем в использовании «алюминизированной стали» - стальных листов с нанесением с обеих сторон горячего алюминиево-кремниевого расплава. Такое решение позволяет избавиться от проблемы загрязненной поверхности, хараетерной для сталей без покрытия.
Алюминизированная сталь сочетает в себе коррозионную стойкость алюминия с механической прочностью (и дешевизной!) стали. Такие баки устойчивы практически ко всем жидкостям на нефтяной и синтетической основе и имеют защиту от атмосферной коррозии.
Гидравлические баки проектируются в соответствии с предъявляемыми требованиями- от самых простых, состоящих из двух элементов, до самых сложных, состоящих из более чем 50 различных частей, в том числе: индикаторы уровня, термометры, манометры, фитинги, фильтры, сапуны, и любые другие необходимые компоненты.
Гидравлические баки, выполненные под заказ, имеют преимущество перед серийными гидробаками, поскольку такие изделия проектирубтся с точным учетом располагаемого пространства и технических требований, имеют компактную конструкцию и оптимальную конфигурацию.
Проектирование и производство баков из алюминизированной стали также, как и производство стандартных стальных баков, позволяет получать конечный продукт полностью укомплектованный вспомогательными аксессуарами и готовый к монтажу на гидросистему.
[ ГП ]
Гидравлика производит сахар
Некоторое время назад поднялась шумиха вокруг отрасли по переработке сахарного тростника.
Заявлялось, что эта область промышленности, которая производит энергии больше чем потребляет.
Технологический процесс включает прогонку сырья- стеблей тростника через молотильные барабаны,
где и выжимается сок. Затем его нагревают до температуры испарения жидкости, и сахар кристаллизуется,
а стебли сжигают для получения энергии. Большого количества энергии - настолько, что сахарные заводы
тростника в целом производят больше электроэнергии, чем они потребляют, так что производимая электроэнергия
может быть продана местным энергетическим компаниям.
В связи с этим можно подумать, что использование энергосберегающих приводов не является приоритетным направлением
на фабриках сахарного тростника. Но это не так. Чем меньше энергии затраченно на производство сахара, тем больше
энергии, которая может быть продана обратно энергетическим компаниям. Поэтому, когда руководство одной из Индийских
сахарных фабрик посмотрело на новую производственную линию, оно хотело, чтобы она не только вырабатывала больше сока
из тростника, но и потребляля меньше энергии.
Привод, который выжимает сок из тростника, потребляет больше энергии, чем любой другой компонент этого оборудования.
Высокий крутящий момент и автоматическое регулирование скорости имеют важное значение для работы привода. Он должен
работать на скорости достаточно медленной, чтобы извлечь сок из тростника, но достаточно быстрой, чтобы избежать
замедления производственного процесса.
Многие из существующих сахарных фабрик - особенно старых годов постройки - использовали двигатели постоянного тока
или паровые турбины, приводящие коробку передач, передающую мощность на рабочие органы. Вот в чем руководство фабрики
искало улучшений. Однако они также обнаружили, что прямой гидравлической привод рабочих органов (без коробок передач
и редукторов) может обеспечить жесткий контроль скорости, в то время как он должен также меньше потреблять мощности,
чем коробка передач и двигатель постоянного тока или комбинация с турбиной. Гидравлический привод также более компактный
и имеет гораздо меньше компонентов. Неудивительно, что гидравлический приводы стали более распространенными на сахарных
фабриках по всему миру.
На рассмотрение была вынесена концепция системы гидравлического привода без коробки передач, но в сочетании с
автоматизированной системой управления технологическими процессами. Было также оговорено, что поставщик гидравлики
единолично берет на себя всю ответственность за обе системы: собственно гидропривод и системы управления. После
тщательного изучения базовых установок, руководство приняло решение сделать выбор в пользу гидропривода на базе
моторов Hagglunds, Швеция.
Максимальная проектная мощность перерабатывающего завода 7500 тонн сахарного тростника в день, а привод предназначен
для консервативных 5000 т / сут. Однако потенциал может быть увеличен только путем установки дополнительных гидромоторов
по мере необходимости.
Гибкость системы управления гидропривода делает возможным, работая в приемлемом темпе, без демонтажа или замены
устаревшего оборудования, модернизировать оборудование с сохранением высокой производительности.
Несмотря на хорошо известный факт, что замедление скорости пререработки тростника приводит к высокой отдаче сахарного
сока, было обычной практикой на сахарных фабриках в Индии, и в большинстве других странах-производителях сахара
устанавливать скорость переаботки вручную. Следовательно, оборудование работало большую часть времени с фиксированной
скоростью, результатом чего были большие потери производительности. Поэтому одно из требований заключалось в том, чтобы
скорость каждой установки могла автоматически регулироваться таким образом, что в любой момент времени скорость была
как можно ниже. Hagglunds выполнило это требование на сових приводах, используя программируемую систему, которая
показывает рабочую нагрузку и постояннно стремится понизить скорость.
Низкооборотистые высокомоментные гидромоторы Hagglunds дали возможность иметь эффективную, компактную, энергетически
эффективную систему, имеющую небольшую массу, позволяющую осуществлять переработку тростника всего на 5,5 оборотов
в минуту. Гидромоторы устанавливались непосредственно на валы рабочих барабанов, т.е. без необходимости использования
понижающих скорость редукторов.
Несколько факторов способствуют более низкому потреблению энергии в такой системе по сравнению с системами на основе
коробок передач. Гидравлический привод устанавливается непосредственно на приводные валы, тем самым устраняя потери
энергии, которые имели бы место на зубчатых передачах. Кроме того, электрогидравлическое управление автоматически
установливает гидропривод на минимальную возможную скорость работы.
Дополнительная экономия энергии осуществляется при работе привода на неполную мощность путем отключения одного из
двух гидравлических насосов, входящих в систему привода.
Отсутствие громоздких передач означает, что габариты оборудования могут ограничиться 20-ю метрами в ширину, в отличие
от традиционных 24-м в ширину. Кроме того, зубчатые передачи требуют гораздо более мощного фундамента, а т.к.
гидромоторы легче, то также удалось сократить затраты при монтаже оборудования.
Потребность в персонале для постоянного мониторинга и поддержания систем традиционных приводов практически
ликвидирована. Внезапные поломки зубчатой передачи остались в прошлом, и риск дорогостоящего простоя был ликвидирован.
Плюс, в системе с гидравлическим приводом отсутствуют подшипники механических передач, которые часто перегревались.
Благоприятно сказалась и низкая инерционность гидравлического привода и возможность иметь защиту от перегрузки.
Регулярное обслуживание ограничивается простым инспектированием, проверкой масла, а также заменой фильтров.
Эта вторая фабрика была первоначально введена в эксплуатацию на производственной мощности 3000 т / сутки, и
оборудование приводилось от регулируемого двигатели постоянного тока через коробку передач. Было также принято
решение модернизировать оборудование и довести производственную мощность до 5000 тонн / день и добавить
вспомогательный привод (запитываемый от независимой системы привода Hagglunds) убедившись, что оборудование
всегда работает на максимальном крутящем моменте и минимальной скорости. Этот привод также работает со скоростью
до 5,5 об / мин.
[ ГП ]
Рукава Высокого Давления: менять или нет?
Многих интересует вапрос: каков срок службы рукавов высокого давления (РВД) в гидросистеме?
Этот вопрос задают достаточно часто. Ответ всегда одинаков. Это зависит от гидросистемы и того, кто эксплуатирует систему. По нормативам срок службы многослойного резинового рукава составляет 10 лет с даты изготовления, и считается неограниченным для термопластиковых шлангов. В обоих случаях это относится к условиям хранения в контролируемых условиях. Рукав должен храниться в темном месте и при контролируемой температуре, без присоединенных фитингов. Хорошо, если рукав хранится на складе для использования в будущем, но что можно ожидать, если фитинги надеты, а РВД установлен на, скажем, гидравлическом прессе стоимостью 10 миллионов евро, который работает 24 часа семь дней в неделю?
Учет параметров
Так много переменных вступают в игру, что почти невозможно точно определить срок службы рукава высокого давления (РВД). Оценку стоит начинать с учета всех условий и параметров работы гидросистемы. Лучше всего подойти к этому с использованием данных о размерах, температуре, условий применения, рабочей жидкости, давления и учитывать все эти параметры при определении срока службы РВД.
Размеры
- Каковы размеры аппаратов и линий, в которых эксплуатируется РВД? Какова длина рукавов? Являются ли какие либо из РВД в системе слишком длинными или слишком короткими. Нормативами предписывается допустимое изменение длины РВД от 2 до 4 % при нагружении давлением. Это может оказаться значительным изменением длины, учитывая общую длину РВД и как он установлен. Если он находится в вертикальном положении, это создаст еще большую напряженность и нагрузку на «конструкцию» РВД.
Температура – Какова максимальная и минимальная рабочая температура гидравлической жидкости и внешней среды? Температура контролируется?
Применение – Какие функции выполняет гидравлическая система, как и где она работает, и как долго она работает? Каков рабочий цикл гидросистемы? Используется ли гидравлическое оборудование на улице? Подвергается ли РВД воздействию агрессивных газов, жидкостей и прямого солнечного света?
Рабочая жидкость - Какие жидкости используются и кто является производителем? Гидравлические жидкости сегодня могут содержать такое большое количество различных присадок, что может оказаться невозможным поместить их все в одну категорию. Необходимо быть уверенным, что эти вещества совместимы с материалом рукава. Является ли жидкость чистой? Каково состояние компонентов, используемых для обеспечения чистоты жидкости (фильтры) и ее температуры (теплообменники) в пределах требований?
Давление - Каково рабочее давление системы? Происходят ли пиковые забросы давления в системе? Негативные последствия резкого всплеска давления, могут проявиться на РВД и элементах гидравлической системы, даже если оно длится миллисекунды. Присутствует ли большое количество скачков давления, вызывающих раздутие рукавов?
Расписание регулярного техобслуживания
Даже если вы знаете все рабочие параметры системы, трудно дать окончательный ответ о точном сроке службы рукавов высокого давления. Часто бывает очень важным обеспечить адекватные мероприятия по техобслуживанию гидросистемы в части РВД. В идеале, программа обслуживания должна существовать не только для рукавов, но и для всей гидравлической системы в целом.
Это вызывает еще один вопрос, который не имеет однозначного ответа. Как часто и в какой степени необходимо проводить проверку и замену РВД? Лучший способ определения надежного графика осмотра и замены с нужными интервалами основан на реальном опыте эксплуатации конкретного вида техники. Большинство эксплуатационных и сервисных предприятий ведут учет, когда машина была остановлена из-за выхода из строя РВД или других неисправностей в гидросистеме. Если вы не сохраняли подобные записи, есть смысл начать это делать в будущем. Также необходимо учитывать требования ГОСТов и регламентов, а также рекомендации по эксплуатации данного вида оборудования. В некоторых случаях, промышленные стандарты прямо указывают о необходимости замены тех или иных компонентов - особенно если отсутствие должного обслуживания может привести к несчастному случаю.
Что это стоит?
Надо четко представлять соотношение расходов, связанных с периодическим обслуживанием (в частности расходов по замене РВД) и расходов, явившихся следствием простоев оборудования из-за выхода из строя гидросистемы. Судите сами, что лучше: заменить рукав РВД стоимостью 1000 руб. два раза в год или терять десятки тысяч в результате вынужденного простоя и нарушения технологического процесса, в котором использовалось ваше оборудование?
Некоторые из гидравлических систем, с которыми приходится сталкиваться, не имеют необходимости проводить полную инспекцию и ремонт строго по графику. В зависимости от назначения оборудования, полного визуального осмотра раз в месяц может быть вполне достаточно. Капитальное обслуживание и замену рукавов можно проводить раз в год или каждые два года, в зависимости от того, насколько критическую функцию выполняет оборудование. Необходимо помнить, что замена компонента, который отказал в процессе работы, как правило, оказывается более дорогостоящей, чем восстановление или замена этого гидравлического компонента, при проведении запланированного технического обслуживания. При выходе из строя РВД или другого компонента в процессе работы, нередко влияет на работоспособность всей гидравлической системы.
Эксплуатация гидросистемы без проведения эффективной программы технического обслуживания (ТО) может оказаться дорогостоящей даже только за счет сокращения срока службы РВД, а также большинства других компонентов в системе. При определении частоты проведения ТО и содержания программы ТО, надо учитывать, в каких целях используется данное оборудование. Эксплуатируется ли оборудование на атомных подводных лодках, где сбой может иметь фатальные последствия? Или это производство незначительных элементов конструкции какого-либо устройства, не угрожающих жизни? Ответ на этот вопрос дает начало для выбора частоты проведения ТО.
Очевидно, что невозможно знать все рабочие параметры гидросистемы. Поэтому, внедрение регулярных профилактических ТО по замене, в том числе, РВД приведет к продлению срока службы и повышению эффективности эксплуатируемого гидравлического оборудования.
[ ГП ]
Рекуперативный гидропривод мусоровоза
То, о чем в России, к
сожалению, пока лишь только пишут, в Америке уже
эксплуатируется и находит коммерческий успех.
В городе Денвер (США) гордятся тем, что он
один из самых зеленых в стране. Парк из более чем
2800 спецтехники включает в себя около 150
гибридных автомобилей. Последняя модель
мусоровозов, показывает приверженность города к
экологически чистой энергии и работам по повышению
энергоэффективности. Шасси данного мусоровоза
оснащено гидравлической системой, которая повышает
эффективность использования топлива при
одновременном сокращении затрат на техническое
обслуживание и повышении общей эффективности.
Этот грузовик, всего лишь один из 12
работающих в стране, но он иллюстрирует, как
сотрудничество государства и частного капитала помогает
развитию "зеленых" технологий. Разработка этой машины
началась в 2006 году с выделения гранта для установки
специальных гидравлических систем на 12 мусоровозах с
целью демонстрации работоспособности предложенной
технологии.
Основы гибридной системы
Основной идеей является улавливание и хранение
энергии, которая при эксплуатации обычных машин
бесполезно расходуется в виде теплового излучения,
например, в тормозных механизмах при замедлеении
автомобиля. Затем запасенная энергия должна
расходоваться, когда это необходимо для уменьшения
расхода топлива, например, при разгоне автомобиля. Такая
идея обычно принимает форму рекуперативного торможения,
в котором гибридная система аккумулирует кинетическую
энергию транспортного средства, вместо рассеивания ее в
виде тепла, выделяемого за счет трения в тормозных
механизмах.
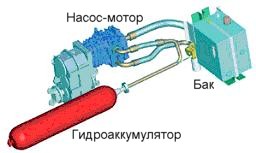
Во время торможения, гидросистема
запасает энергию давления жидкости в аккумуляторе.
Сохранение этой энергии означает, что она не
рассеивается впустую в виде тепла. Запасенная энергия
затем подается обратно в трансмиссию транспортного
средства во время ускорения для уменьшения расхода
топлива. Рассматриваемая в данном случае система
предназначена для параллельной работы со стандартной
силовой установкой автомобиля. Упомянутые 12 машины были
запущены для пробной эксплуатации, поскольку перед
запуском их в производство в качестве коммерческого
проекта разработчикам необходимо убедится в
эффективности и надежности работы гидросистемы, особенно
в зимних условиях – на льду и в глубоком снегу.
Эксплуатация Испытуемые мусоровозы
отрабатывают график работы, состоящий из пробега
примерно в 15000 км в режиме постоянных
разгонов-торможений. Результаты показали, что расход
топлива снизился примерно на 25%, а значит, сократились
и вредные выбросы от дизельного двигателя в атмосферу.
При этом, также сократились расходы на тех.
обслуживание, в частности, тормозной системы. Практика
показывает, что на стандартных мусоровозах такого же
класса тормозназная система требует проведения ТО
(замена тормозных накладок и проч.) 3-4 раза в год, при
использовании же данной гидросистемы обслуживание
пришлось проводить только через год эксплуатации.
Кроме того, грузовые автомобили, оснащенные
такой системой, имеют более плавное замедление из-за
амортизационного эффекта гидравлической системы. Это
свойство сводит к минимуму связанный с интенсивными
торможениями износ во всех узлах грузовика. Это важно,
поскольку наиболее часто водители эксплуатируют машину
на максимальных режимах как двигателя и трансмиссии, так
и тормозной системы.
Еще одним преимуществом
технологии является более быстрое ускорение, так как
большое количество энергии, саккумулированное в
гидросистеме позволяет преодолевать инерцию машины при
разгоне, без использования дополнительного количества
топлива. Т.о. снижается время цикла предельных нагрузок
на базовый двигатель и трансмиссию машины. Учитывая,
что, обычно, мусоровозы такого типа делают в день, в
среднем, по 1200 циклов ускорение-торможение, это
означает, что мусоровозы с рекуперативной гидросистемой
смогут выполнить в день большее количество циклов. А
эксплуатирующая организация сможет повысить
эффективность использования такой техники.
Показанные при испытаниях результаты
свидельствуют о том, что после доводочных работ система
будет готова к серийной установке на мусоровозы, а также
на технику, эксплуатируемую в схожем режиме
разгон-торможение.
[ ГП ]
Гидравлика: новые возможности управления
Некоторые воспринимают
гидравлику как источник грозной силы, но которая с
трудом поддается точному контролю. Она отлично
подходит для создания больших усилий по
перемещению тяжелых объектов, но иногда имеет
репутацию системы, подверженной выходу из строя в
результате внешних воздействий и дорогой в
обслуживании. Такое восприятие могло быть
оправданным много лет назад, однако новый класс
систем электронного управления гидравликой дает ей
новое рождение как точной и высокопроизводительной
системы для применения в тяжелонагруженных машинах
широкого спектра.
Это особенно важно в нынешней
экономике, где модернизация системы управления может
позволить устаревшему оборудованию выполнять задачи
также хорошо и даже лучше, чем новое оборудование, при
гораздо меньших затратах. Как для нового, так и для
устаревшего оборудования, электрогидравлические
контроллеры нового поколения могут быть
запрограммированы таким образом, чтобы добавлять новые
функции автоматизации, которые не могли быть достигнуты
прежде.
Преимущества гидравлики Многие
производственные компании отмечают повышение
производительности труда, которое призошло с внедрением
точного управления гидравликой.Один из примеров-
компания по производству кормовых продуктов, в том числе
соломы и сена. Чтобы свести к минимуму транспортные
расходы, такие производители сжимали тюки с сеном
примерно на 50% перед загрузкой их в контейнеры. Они
используют гидравлическое обрудование для упаковки сена
в тюки много лет. На практике не удается получить на
выходе пару тюков с точно одинаковыми размерами и
массой, поскольку стебли слишком сухие и жесткие.
Прессы, старого обоазца, используемые на этих
предприятиях для брекитирования, имеют систему контроля
гидравлики, не позволяющую варьировать скорость
прессования в зависимости от неоднородности прессуемого
материала. Такие прессы работают на постоянной
относительно медленной скорости в период всего цикла
прессования. Кроме того, прессы не имели возможности
точного управления гидравликой, в результате чего
возникали частые перегрузки, а значит выходы из строя и
простои оборудования.
Как только началась
разработка нового мощного пресса, сразу же начался и
поиск более эффективных средств контроля для 4-х
гидроцилиндров, устанавоиваемых на прессе. Новые
гидроцилиндры необходимо было синхронизировать с
допуском в 5 мм, и работать они должны были так быстро,
насколько это позволяла податливость сырья при
прессовании. Для этого потребовалась система
управличения гидравликой более точная и универсальная,
чем та, что обычно используются в сельском хозяйстве.
Основной идеей стало позаимствовать компоненты
системы управления и контроля из лесной промышленности,
где, как известно, используются достаточно сложные
гидравлические системы управления.
Был подобран
стандартный блок электрического контроллера, и
необходимо было разработать алгоритм и написать
соответствующую электронную программу управления,
которая позволяла бы прессу иметь максимальную скрость
прессования на всех рабочих режимах.
Для
внедрения разработанного алгоритма использовались
пользовательские интерфейсы и макросы адаптированных
языков программирования, что позволило в быстрые сроки
разработать необходимую программу управления с
графическим интерфейсом, выводимым на монитор оператора.
После этого система прошла тестирование на уменьшеннойй
модели, котрая могла разместиться прямо в офисе
инженеров-проектировщиков. После доводки системы на
основании результатов тестирования были совершены первые
пробные пуски, которые показали быструю и четкую
отработку прессом заданных параметров работы. За счет
верного алгоритма управления была достигнута
синхронизация гидроцилиндров с допуском 1 мм против
изначально требуемых 5 мм. Результаты работы настолько
себя оправдали, что было принято решение также
модернизировать и 4 пресса старого образца, имеющихся на
предприятии. Результы оказались вестма впечатляющими.
До модернизации цикл прессования занимал более
300 секунд, с новой системой управления цикл стал
занимать всего 53 секунды. Теперь контейнер для
перевозки загружается полностью всего за 45 минут- что в
разы меньше по сравнению с прежними 2 часами. А это дает
для предприятия по производству и упаковке сельхоз
кормов реальное экономическое преимущество перед
конкурентами. Кроме этого, происходит экономия средств,
поскольку теперь необходимо меньше персонала для
управления оборудованием, уменьшилось количество
отходов. Также модернизация позволила использовать для
упаковки термоусадочную пленку вместо обвязки, что также
дает ощутимую экономию. Т.о. оборудование стало
производительнее более чем в 2 раза, существенно
сократились пики нагрузок, приходящиеся на элементы
системы, что увеличивает их срок службы.
[ ГП ]
Анализ главных направлений совершенствования гидравлического оборудования бульдозеров
и других тяжелонагруженных дорожно-строительных машин.
С целью повышения эффективности разработаны предложения по усовершенствованию гидравлических
систем бульдозеров, экскаваторов, грейдеров, фронтальных погрузчиков, скреперов
и другой техники с использованием последних поколений LS-систем и новейших разработок
гидрораспределетилей, насосов, и моторов...
Приведен обзор новинок Итальянского рынка дорожно-строительной техники.
Рассмотрены конструктивные особенности экскаваторов-погрузчиков,
технические характеристики и преимущества их гидросистем на базе гидравлических
компонентов местного производства...